4ième
-
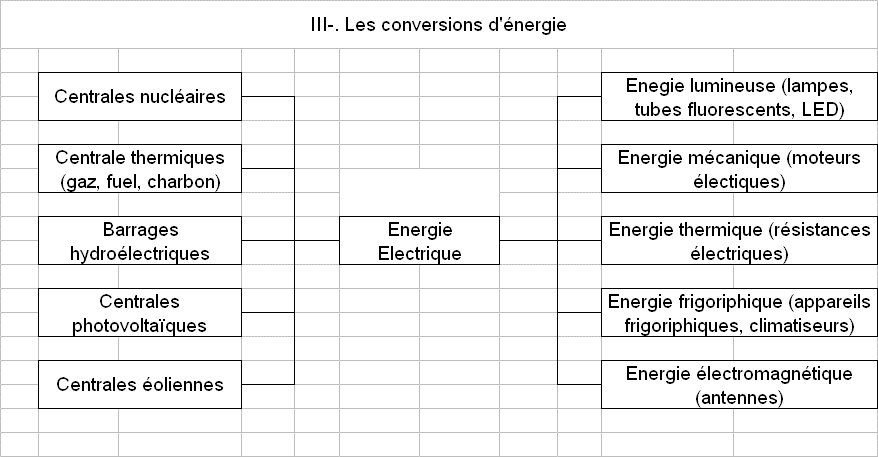
 E8 : Correction travail de recherche sur les conversions d’énergie E8 – Correction travail de recherche sur les conversions d’énergie 1.1 .Les deux ressources naturels utilisées pour produire de l’électricité sont le vent et le soleil. 1.2 L’intérêt de relier en série ...
E8 : Correction travail de recherche sur les conversions d’énergie E8 – Correction travail de recherche sur les conversions d’énergie 1.1 .Les deux ressources naturels utilisées pour produire de l’électricité sont le vent et le soleil. 1.2 L’intérêt de relier en série ... -
B12 : La gestion du confort et la régulation de l'énergie B12 : La gestion du confort et la régulation de l'énergie I- La gestion du confort par la régulation de l’énergieDes systèmes techniques de régulation (thermostat, limiteur de puissance, arrêt automat ...
-
DS - Révisions de Technologie (Niveau 4ème) DS - Révisions de Technologie (Niveau 4ème)Consignes : Répondez sur une feuille de copie. Chaque réponse doit être une phrase complète qui reprend les termes de la question.Partie 1 : Domotique et Auto ...
-
B11 : L’efficacité énergétique B11 : L’efficacité énergétiqueProblématique : Comment comparer les performances des objets pour réduire notre impact environnemental ? I. Comprendre l’efficacité énergétique1. DéfinitionL’efficacité én ...
-
 B10 - La nature des énergies B10 - La nature des énergies Quelle est la nature des énergies utilisées pour faire fonctionner un objet ? I-. La production d’énergieLa nature de l’énergie nécessaire au fonctionnement d’un objet tec ...
B10 - La nature des énergies B10 - La nature des énergies Quelle est la nature des énergies utilisées pour faire fonctionner un objet ? I-. La production d’énergieLa nature de l’énergie nécessaire au fonctionnement d’un objet tec ... -
E6 C : Travail de recherche sur le façonnage des matériaux Travail de recherche E6 sur le façonnage des matériauxCorrection 1. Thermopliage1.1 Le thermopliage est un procédé de mise en forme qui consiste à chauffer localement une plaque de matière plastique (t ...
-
B8 : L'aptitude au façonnage des matériaux B8 : L'aptitude au façonnage des matériaux I. L’aptitude aux déformations plastiquesLes déformations plastiques sont permanentes.Elles sont obtenues par des efforts sur les matériaux via le pliage ou l ...
-
B09 : Les caractéristiques économiques des matériaux B09 – Les caractéristiques économiques des matériaux I-. Le coût de mise à disposition Le coût de mise à disposition est la somme des coûts de chaque étape du cycle de vie des matériaux. Le coût de l ...
-
Comment optimiser ma note de classeur (4ième) ? Guide d'Organisation du Classeur de Technologie (4ème)L'organisation de ton classeur est un élément clé de ta réussite. Elle sera régulièrement évaluée. Voici les règles à suivre pour présenter un outi ...
-
E5 - Correction travail de recherche sur les propriétés physiques des matériaux E5 - Correction travail de recherche sur les propriétés physiques des matériaux 1.1 Expliquez l’origine de la rouille. La rouille est un phénomène chimique qui se produit entre l’air (surtout quand il ...
-
E04 : Les solutions techniques (correction) E4 – Les solutions techniques – Correction 1.1 Indiquez quel élément filtre l’air. L’élément qui filtre l’ai est principalement le sac (les deuxautres filtres sont là en complément). 1.2Relevez dans qu ...
-
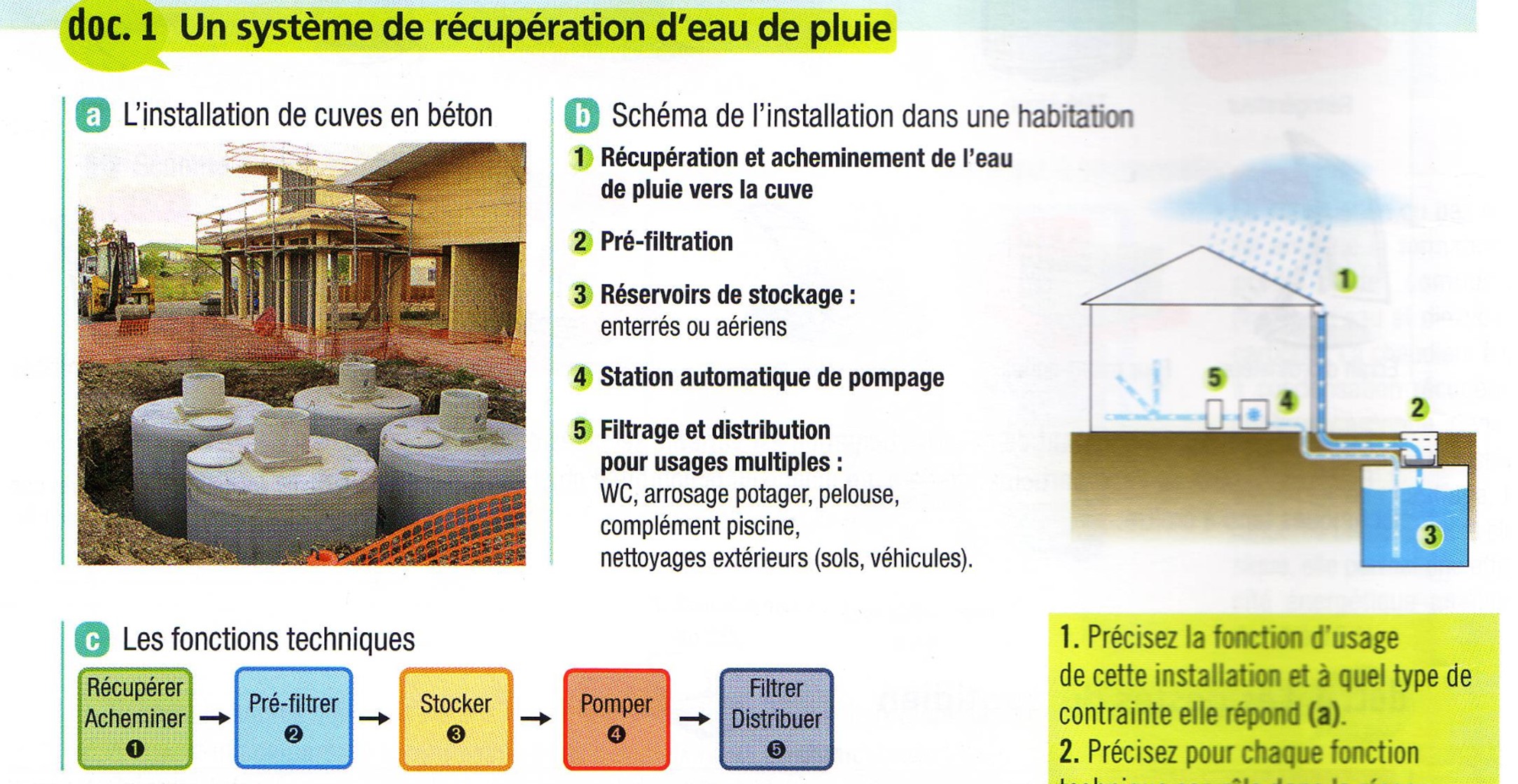
E03 : Correction. La représentation fonctionnelle des objets techniques E03 Correction. La représentation fonctionnelle des objets techniques1.1- Je précise la fonction d’usage de cette installation et à quel type de contrainte elle répond. Cette installation permet de col ...
-
B06 : Les solutions techniques B6 : Les solutions techniques I-. Les principes techniquesLe principe technique désigne la règle ou la loi, scientifique ou technique, mise en œuvre dans la conception et le fonctionnement général d’u ...
-
B07 : Les propriétés physiques des matériaux B7 : Les propriétés physiques des matériaux Comment vérifier une propriété d’un matériau ? I-. L’aspect physique des matériaux à l’épreuve du tempsL’aspect des matériaux participe directement à l’esthé ...
-
E02 : Correction du travail de recherche sur les contraintes liées au développement durable E2 -.Correction du travail de recherche sur les contraintes liées au développement durableVoir consignes de correction sur le site (document A5)1-1. Repérez la source d’énergie nécessaire au fonctionne ...
-
E1 : Evaluation sur la domotique (correction) Correction E1 évaluation sur la domotique (voir consignes de correction ci-dessous). 1-. Que signifie domotique ?Domotique est composé du mot latin domo=maison + le suffixe « tique » comme informatique ...
-
 B05 : La représentation fonctionnelle des objets techniques B5 – La représentation fonctionnelle des objets techniques Comment représenter les différentes fonctions d’un objet technique ? I-. Les fonctions techniques d’un objet technique. Pour satisfaire une fo ...
B05 : La représentation fonctionnelle des objets techniques B5 – La représentation fonctionnelle des objets techniques Comment représenter les différentes fonctions d’un objet technique ? I-. Les fonctions techniques d’un objet technique. Pour satisfaire une fo ... -
A5 Consignes pour la correction des évaluations. A5 Consignes pour la correction des évaluations. Afin de pouvoir progresser, toutes les évaluations présentes dans le classeur doivent être corrigées par les élèves. Cas n°1 : Si vous avez eu plus ...
-
B04- Les contraintes liées au développement durable B4- Les contraintes liées au développement durable A quelles contraintes de développement durable les objets techniques doivent-ils répondre ? I-. La réduction de la consommation d’énergie et le res ...
-
A6 : Comment optimiser sa note de classeur ? A6 : Comment optimiser sa note de classeur ? Le classeur et de format A4 avec des feuilles à petits carreaux et des pochettes plastiques. Utilisation des feutres, du blanco, souris et des surligneur ...
-
B03 : Les contraintes d'ergonomie et de sécurité B3 : Les contraintes d’ergonomie et de sécurité I-. Les contraintes liées à l’ergonomie.Un objet technique est ergonomique lorsque son utilisation est facilitée par des formes, des dimensions, des maté ...
-
 B02 : Les fonctions d'usage, de service et d'estime B2 – Les fonctions d’usage, de service et d’estime I-. L’usage d’objets techniques.Les objets techniques sont conçus pour répondre à nos besoins. Ils assistent les êtres humains dans leurs tâches quot ...
B02 : Les fonctions d'usage, de service et d'estime B2 – Les fonctions d’usage, de service et d’estime I-. L’usage d’objets techniques.Les objets techniques sont conçus pour répondre à nos besoins. Ils assistent les êtres humains dans leurs tâches quot ... -
B01 : La domotique La DOMOTIQUEI-. Qu’est ce que la domotique ?La domotique est l’étude des objets techniques automatisés que l’on trouve dans les maisons. Les systèmes domotiques sont pourvus d’une certaine forme d’inte ...
-
Page de garde 4ième (document vierge) + consignes Voici le lien pour télécharger une page de garde vierge (pour éventuellement refaire son travail) http://www.lelorgnedesavignyprovins.websco.fr/ADI/files/users/pmeney/26/PG%204%20ann%C3%A9e%20%2025%2 ...
-
E8 : Travail de recherche sur les caractéristiques économiques des matériaux. E8 – Travail de recherche sur les caractéristiques économiques des matériaux. 1.1 Je relève les six étapes essentielles du cycle de vie d’un matériau. Extraction des ressources de la terreElaborat ...
-
A5 : Consignes pour la correction des évaluations. A5 Consignes pour la correction des évaluations. Afin de pouvoir progresser, toutes les évaluations présentes dans le classeur doivent être corrigées par les élèves. Corrections disponibles sur le ...